




Synberry is gecertificeerd met BSCI, WRAP, SCAN, GRS en ISO, waardoor topkwaliteit en duurzame productienormen worden gegarandeerd.
Onze professionele productaanpassingsservice transformeert uw idee in werkelijkheid en biedt een naadloze ervaring, van het concept tot de productweergave in het winkelschap


Met fabrieken in China en Cambodja heeft u de flexibiliteit om de productielocatie te selecteren die de meest voordelige tariefvoordelen biedt op basis van uw specifieke situatie.
Wat heeft Synberry tot de keuze van twee generaties gemaakt? Met duidelijk gedefinieerde kwaliteitsprincipes, goed beheerde documentatie en dossiers, en vooral, diepgaande procesanalyse en inspectie, zijn we in staat een consistente hoge kwaliteit te garanderen.


InhoudsopgaveI. Waarom de juiste leerkeuze van belang is voor het succes van een merkII. Inzicht in de fysieke eigenschappen van echt leerIII. Het merkmatchingkaderIV. Risicomanagement in de toeleveringsketenV. Hoe u ervoor zorgt dat uw OEM-fabriek uw leerkeuze correct uitvoertVI. Veelgestelde vragenVI. Conclusie I. Waarom de juiste leerkeuze van belang is voor het succes van een merkVoor een lederwarenmerk is echt leer veel meer dan alleen een grondstof voor handtassen. Het is een essentieel middel waarmee een merk zijn identiteit vestigt, productkwaliteit communiceert en de algehele klantervaring verbetert. In de praktijk trappen sommige opkomende merken en inkoopteams in een veelvoorkomende valkuil: ze kiezen leer uitsluitend op basis van prijs of actuele trends, zonder te kijken of het materiaal wel echt past bij de positionering van het merk. Deze mismatch kan leiden tot een reeks problemen verderop in het productieproces, zoals vroegtijdige slijtage, kleurafgifte of vervorming na de lancering van een nieuw product; een toename van klachten van klanten vanwege inconsistente kleuren binnen dezelfde productiebatch; hogere kosten als gevolg van het willekeurige gebruik van premium leer die niet in de uiteindelijke verkoopprijs worden doorberekend; of zelfs reputatieschade voor het merk door materialen van lage kwaliteit. Het gevoel in de hand, de structurele stevigheid, de duurzaamheid en de onderhoudsvereisten van een handtas worden allemaal sterk beïnvloed door de leerkeuze. Het selecteren van het juiste materiaal helpt niet alleen om het oorspronkelijke ontwerpconcept tot leven te brengen, maar zorgt ook voor een gezondere kostenstructuur en stelt merken in staat om potentiële risico's na de verkoop proactief te beheersen. Deze handleiding is bedoeld voor productmanagers, inkoopteams en professionals in productontwikkeling. Het doel is een praktisch, integraal kader te bieden voor de selectie van echt leer, waarmee besluitvormers verder kunnen kijken dan op ervaring gebaseerde aankopen en een meer systematische en gestandaardiseerde inkoopmethodologie kunnen ontwikkelen. II. Inzicht in de fysieke eigenschappen van echt leerEcht leer wordt gemaakt van dierenhuiden en heeft een natuurlijk ontwikkelde vezelstructuur. Verschillende looiprocessen, huidbronnen en huidlagen resulteren in aanzienlijk verschillende fysieke eigenschappen. Een grondig begrip van deze basisprincipes vormt de basis voor weloverwogen en wetenschappelijk onderbouwde beslissingen over de inkoop van leer. 2.1 Leerclassificatie: Volnerfleer en splitleer2.1.1 Volledig nerflederVolledig nerfleder is afkomstig van de buitenste laag van de huid en behoudt de volledige natuurlijke nerf en de dicht verweven vezelstructuur.Voordelen: Het biedt uitstekende treksterkte, superieur ademend vermogen, rijke natuurlijke nerfstructuur, een hoogwaardige uitstraling en gevoel, en uitzonderlijke duurzaamheid.Nadelen: Hoogwaardige huiden zijn relatief schaars en daardoor duurder. Tenzij het leer een aanzienlijke oppervlaktebehandeling ondergaat, kan het natuurlijke kenmerken uit het leven van het dier behouden, zoals littekens en groeistrepen. 2.1.2 SplitleerSplitleer wordt gemaakt van de vezellaag onder de nerflaag, nadat de natuurlijke nerflaag is verwijderd. Afhankelijk van het afwerkingsproces wordt het hoofdzakelijk onderverdeeld in twee categorieën: suède en bicastleer.Suède: Suède wordt gemaakt door de vezels van splitleer te schuren en op te tillen zonder een PU- of PVC-laag aan te brengen. Het heeft een natuurlijk zacht, pluizig oppervlak en een kenmerkende suède-achtige textuur. Het wordt vaak gebruikt als voering voor handtassen en kan ook worden toegepast in exterieurontwerpen met een casual of vintage uitstraling.Bicastleer: Bicastleer wordt gemaakt door een PU- of PVC-filmcoating aan te brengen op het oppervlak van splitleer om de natuurlijke nerfstructuur na te bootsen. Het heeft een relatief uniforme uitstraling en een goede slijtvastheid, maar is minder ademend. Het wordt vaak gebruikt voor de buitenkant van producten waar strikte kostenbeheersing vereist is.Belangrijkste kenmerken: Beide soorten splitleer hebben over het algemeen een lagere buigweerstand dan volnerfleer. Vooral bij bicastleer kan herhaaldelijk buigen en langdurig gebruik er uiteindelijk toe leiden dat de oppervlaktecoating barst of afbladdert.Toepassingen: Suède wordt vaak gebruikt voor de voering van handtassen of voor exterieurontwerpen met een casual of vintage uitstraling, terwijl bicastleer vaker wordt gebruikt als buitenmateriaal voor budgetvriendelijke producten. 2.2 Belangrijke fysieke eigenschappen om te beoordelen bij de inkoop van leer2.2.1 Treksterkte en structurele ondersteuningSterkte: Leer met een dichte vezelstructuur biedt een hoge treksterkte en goede structurele ondersteuning, waardoor het geschikt is voor stevige handtassen.Zachtheid en structurele ondersteuning: Zacht leer, zoals schapenvacht, heeft een relatief losse vezelstructuur en beperkte structurele ondersteuning. Het is meer geschikt voor soepele, losse of gedrapeerde handtasontwerpen.Structurele stabiliteit: Bij de keuze van leer moet altijd rekening worden gehouden met de beoogde structuur van de tas. Zacht leer kan gemakkelijk zijn vorm verliezen bij gestructureerde ontwerpen, terwijl te stug leer mogelijk ongeschikt is voor soepele, natuurlijk vallende modellen. 2.2.2 Slijtage- en krasbestendigheidHoge slijtvastheid: Gecorrigeerd nerfleder en reliëfleder, zoals generfd leer, hebben doorgaans een relatief dikke oppervlaktecoating en een hoge slijtvastheid. Ze zijn geschikt voor handtassen die bedoeld zijn voor frequent dagelijks gebruik.Karakteristieke materialen: Gewaxt leer is gevoelig voor zichtbare gebruikssporen. Kleine krasjes kunnen echter vaak worden vervaagd of verminderd door het oppervlak zachtjes te wrijven met lichaamswarmte. Het is daarom niet aan te raden voor consumenten die een vlekkeloos, krasvrij uiterlijk verwachten. 2.2.3 KleurvastheidDe kleurechtheid moet worden beoordeeld door middel van zowel droge als natte wrijfproeven, met verwijzing naar relevante normen zoals ISO 11640 of GB/T 39366.Waarschuwing: Donkergekleurd leer en leer met een gewassen effect hebben een grotere kans op kleurechtheid. Als de kleurechtheid bij natte wrijving niet voldoet aan de vereiste norm, doorgaans lager dan klasse 3-4, afhankelijk van de toepasselijke eisen, kan het leer gemakkelijk kleur afgeven op lichtgekleurde kleding. 2.2.4 Waterabsorptie en milieustabiliteitPlantaardig gelooid leer: Plantaardig gelooid leer is gevoelig voor het ontstaan van permanente watervlekken wanneer het wordt blootgesteld aan vocht.Omgevingsstabiliteit: bepaalde spuitlakken kunnen broos worden, barsten of verslechteren bij extreme temperatuurschommelingen.Aanbeveling voor inkoop: Voor bestellingen bestemd voor vochtige of warme markten, dienen merken te overwegen om, waar nodig, waterbestendigheidstests en tests bij hoge en lage temperaturen uit te voeren. 2.2.5 ScheursterkteBij dunne en soepele leersoorten, zoals geitenleer, moet speciale aandacht worden besteed aan de scheursterkte op plekken die zwaar belast worden, waaronder de bevestigingspunten van de riem, de basis van het handvat en de openingen voor metalen onderdelen. III. Het merkmatchingkaderHet meest geschikte leer kan worden vastgesteld door vier belangrijke afmetingen te beoordelen. 3.1 Prijs-merkpositioneringHoogwaardige designermerken / luxe lijnen: geven de voorkeur aan volnerf rund- en geitenleer. Behoud de natuurlijke nerf en textuur, minimaliseer zware oppervlaktecoatings en benadruk authenticiteit, natuurlijke schoonheid en schaarste van het materiaal.Duurzame luxemerken in het middensegment: Overweeg milieuvriendelijk topkwaliteit leer, zoals plantaardig gelooid leer, om een balans te vinden tussen premium kwaliteit en schaalbare productie, terwijl het duurzaamheidsverhaal van het merk wordt versterkt.Lederen modeartikelen voor de massamarkt: Hoogwaardig, met film gecoat splitleer kan selectief worden gebruikt om de kosten te beheersen en tegelijkertijd een consistente uitstraling te behouden. 3.2 Doelgroep en gebruiksscenarioZakelijke reizigers en forenzen die duurzaamheid belangrijk vinden: Runderleer met reliëf, zoals generfd of kruisnerfleer, en rundleer met een gecorrigeerde nerfstructuur worden aanbevolen. De stabiele oppervlaktecoatings bieden een hoge krasbestendigheid en vereisen relatief weinig onderhoud.Karaktervolle materialen: Gewaxt leer vertoont snel vlekken en is beter geschikt voor consumenten die de natuurlijke uitstraling van leer waarderen.Jongere, modebewuste consumenten die esthetiek belangrijk vinden: zacht, soepel leer met een rijke kleurkeuze is vaak een betere optie. Nappaleer en licht getrommeld leer kunnen een natuurlijk ontspannen en eigentijdse uitstraling creëren.Liefhebbers van outdoor en vintage stijl: plantaardig gelooid leer is een uitstekende keuze. De kleur wordt geleidelijk dieper en ontwikkelt een unieke patina bij gebruik, waardoor elk product na verloop van tijd kenmerkende tekenen van veroudering krijgt. 3.3 ProductstructuurGestructureerde tassen zoals aktetassen en draagtassen: hiervoor is stevig rundleer nodig met een dichte vezelstructuur en een hoge treksterkte, zoals plantaardig gelooid leer, ook wel stevig gereedschapsleer genoemd.Zachte Cloud-tassen en schoudertassen: Deze zijn het meest geschikt voor leersoorten met een relatief losse vezelstructuur en een zachte, soepele textuur, zoals schapenvacht of zacht nappaleer.Kernprincipe: De constructie van een handtas beperkt direct het scala aan leersoorten dat gebruikt kan worden. Zacht leer kan van nature geen stijve vorm ondersteunen zonder extra versteviging, terwijl te stug leer waarschijnlijk geen zachte, natuurlijke plooien en draperingen zal produceren. 3.4 Kernwaardepropositie van het merkMerken die duurzaamheid en natuurlijke materialen centraal stellen: Vermijd waar mogelijk zwaar afgewerkt of gecoat leer. Geef de voorkeur aan trommelgeverfd, aniline-, semi-aniline- of licht afgewerkt plantaardig gelooid leer, evenals leer afkomstig van leerlooierijen met erkende milieucertificeringen zoals LWG-certificering.Merken die zich richten op minimalistische duurzaamheid: geven prioriteit aan structureel stabiel, hoogwaardig volnerf rundleer en verminderen het gebruik van kwetsbare materialen die kunnen leiden tot vermijdbare klachten na de aankoop.Praktische aanbeveling: Bouw een interne leerdatabase op voor uw merk. Evalueer en beoordeel de verschillende leersoorten voordat u een nieuw product ontwikkelt, aan de hand van de vier bovengenoemde criteria. Deze aanpak kan de kosten voor onnodige proefmonsters en productontwikkeling aanzienlijk verlagen. IV. Risicomanagement in de toeleveringsketenIn tegenstelling tot synthetisch leer, dat met zeer consistente industriële processen kan worden vervaardigd, wordt echt leer gemaakt van dierenhuiden en varieert het van nature van stuk tot stuk. Deze inherente variabiliteit is een van de belangrijkste – en vaak over het hoofd geziene – risicofactoren bij de inkoop van leer. 4.1 Twee belangrijke natuurlijke uitdagingen en hoe daarmee om te gaan4.1.1 Variatie tussen batches en textuur:Het risico van inconsistentie: Elke huid is uniek vanwege factoren zoals de leefomgeving van het dier, het klimaat, het seizoen en de natuurlijke groeipatronen. Zelfs wanneer dezelfde fabriek hetzelfde lederproduct produceert, is 100% replicatie van de ene productiebatch naar de andere onmogelijk.Aanbevolen oplossing: Stel een strikt referentiemonstersysteem in vóór massaproductie. Keur een referentiemonster goed en verzegel het, waarin de acceptabele bereiken voor kleurvariatie, nerfverschillen, natuurlijke oneffenheden en andere visuele kenmerken duidelijk zijn gedefinieerd.Aanvullende aanbeveling: Reserveer tijdens de massaproductie een bepaalde hoeveelheid extra leer voor selectief snijden en kwaliteitscontrole. 4.1.2 Risico's op het gebied van milieu en naleving van regelgeving: De milieu- en regelgevingseisen voor lederwaren worden wereldwijd steeds strenger. Belangrijke aandachtspunten zijn onder andere zware metalen, verboden azokleurstoffen, vluchtige organische stoffen (VOC's) en eisen met betrekking tot de traceerbaarheid van dierlijke oorsprong.Aanbevolen aanpak: Voor producten bestemd voor de Europese en Amerikaanse markt dient de conformiteit van het leer te worden gecontroleerd voordat productieorders worden geplaatst. Materialen moeten voldoen aan de geldende wettelijke eisen, inclusief de relevante bepalingen van het EU REACH-kader, indien van toepassing. 4.2 Praktische aanbevelingen voor merkenKernmaterialen voor leer: We kiezen voor beproefde, volwassen leersoorten met een stabiele productiecapaciteit om levertijden te beperken en een constante kwaliteit te garanderen.Speciale of nichematerialen: Merken moeten bereid zijn een zekere mate van natuurlijke imperfectie te accepteren. Deze kenmerken moeten duidelijk aan klanten worden gecommuniceerd vóór de aankoop, zodat de verwachtingen goed worden beheerd.Bewaarmonsters: Bewaar van elke bulkproductiebatch leer monsters.Traceerbaarheid: In geval van een kwaliteitsgeschil leveren bewaarde monsters cruciaal bewijs voor de traceerbaarheid en vormen ze een belangrijke waarborg voor de bescherming van de reputatie van het merk. V. Hoe u ervoor zorgt dat uw OEM-fabriek uw leerselectie correct uitvoertZodra de gewenste leerrichting is bepaald, neemt de OEM-fabriek de verantwoordelijkheid op zich voor het maken van monsters, de procesoptimalisatie en de massaproductie.Of het gekozen leer succesvol in het eindproduct kan worden verwerkt, hangt grotendeels af van de vraag of het merk aan het begin van het ontwikkelingsproces vier belangrijke stappen zet. 5.1 Betrek de OEM-fabriek vroegtijdig bij het evaluatieproces.Vraag de OEM-fabriek in de vroege testfase om het geselecteerde leer vanuit drie perspectieven te beoordelen:Productiecomplexiteit: Beoordeel of het gekozen leer geschikt is voor de vereiste constructie- en productietechnieken.Materiaalopbrengst en snijverlies: Beoordeel hoeveel bruikbaar materiaal er uit elke huid kan worden gehaald en hoe natuurlijke gebreken de snij-efficiëntie kunnen beïnvloeden.Speciale verwerkingseisen: Geef aan of het leer specifieke snij-, schaaf-, randverf-, stik- of afwerkingsprocessen vereist.Belangrijkste voordeel: Vroege evaluatie helpt potentiële problemen te identificeren voordat de productie van start gaat, vermindert implementatierisico's en minimaliseert kostbare aanpassingen later in de ontwikkelingscyclus. 5.2 Vertaal kwaliteitseisen naar meetbare standaardenVertrouw niet uitsluitend op beschrijvingen zoals "zacht aanvoelen" of "kleur die dicht bij het referentiemonster ligt".Geef waar mogelijk meetbare specificaties, waaronder:Aanvaardbare diktetolerantieToelaatbaar kleurverschilMaximale omvang van toelaatbare defectenAanvaardbare defectfrequentie en -verdelingAfstemming van de toeleveringsketen: De OEM-fabriek moet deze eisen rechtstreeks aan de leerleverancier communiceren om consistentie in de gehele toeleveringsketen te waarborgen. 5.3 Benut de middelen van de toeleveringsketen van de fabriekGevestigde OEM-fabrikanten onderhouden vaak langdurige relaties met grote leerlooierijen en leerleveranciers.Concurrerende prijzen: Ze kunnen merken helpen om concurrerendere prijzen te bedingen.Productiecapaciteit: Ze kunnen helpen de productiecapaciteit te waarborgen en de toewijzing van materialen te prioriteren.Materiaaltesten: Ze kunnen leertesten coördineren en kwaliteitscontrole op batchniveau uitvoeren.Risicovermindering: Dit kan de communicatielast en kwaliteitsrisico's die gepaard gaan met directe samenwerking tussen merken en toeleveranciers aanzienlijk verminderen. 5.4 Zorg voor voldoende ontwikkeltijd en vermijd het overhaasten van de planning.Ontwikkelingsproces: Het ontwikkelingsproces moet geleidelijk verlopen, van het eerste prototype en het bevestigingsmonster naar het pre-productiemonster en uiteindelijk naar massaproductie.Testen en aanpassen: Er moet voldoende tijd worden gereserveerd voor het testen van leer, het aanpassen van het productieproces en de validatie van de productie.Risicobeheersing: Voldoende ontwikkeltijd is een van de meest effectieve manieren om de risico's van massaproductie te verminderen. VI. Veelgestelde vragenWe hebben zeven van de meest gestelde vragen van merken over de inkoop van echt leer samengevat, zodat u beter geïnformeerde beslissingen kunt nemen. Vraag 1: Betekent natuurleer met littekens of een ongelijkmatige nerf dat het van slechte kwaliteit is?A: Niet per se. Dit zijn natuurlijke eigenschappen van echt leer, geen gebreken.De objectieve realiteit: Hoogwaardig volnerfleer kan niet perfect vlekkeloos zijn zoals synthetisch leer. Natuurlijke kenmerken zoals rimpels in de nek en groeistrepen zijn normale eigenschappen van premium volnerfleer en kunnen zelfs dienen als bewijs van de authenticiteit ervan.Kwaliteitsbeoordeling: Een natuurlijke oneffenheid mag over het algemeen alleen als onaanvaardbaar worden beschouwd wanneer deze geconcentreerd is op een zeer zichtbaar gedeelte van de handtas en het algehele uiterlijk wezenlijk beïnvloedt.Ons advies: Merken dienen vóór de productie een duidelijk goedgekeurde limietmonster met de fabriek vast te stellen, waarin de acceptabele locaties, afmetingen en soorten natuurlijke markeringen worden gedefinieerd. Dit helpt geschillen tijdens de massaproductie te voorkomen. Vraag 2: Is Plantaardig gelooid leer Geschikt voor grootschalige productie van modieuze handtassen?A: Het vereist zorgvuldige overweging en is over het algemeen beter geschikt voor niche, vintage-geïnspireerde productlijnen.Voordelen: Het biedt een onmiskenbaar natuurlijke uitstraling, een onderscheidend karakter en een authentieke patina die niet gemakkelijk door andere leersoorten kan worden nagebootst.Nadelen: De fysieke eigenschappen zijn gevoeliger voor omgevingsomstandigheden. Er kunnen watervlekken ontstaan, de kleur kan veranderen bij langdurige blootstelling aan licht, er zijn meer gecontroleerde verwerkingsomstandigheden nodig en er kunnen onvermijdelijke kleurverschillen tussen batches optreden.Aanbevolen toepassingen: Het is bijzonder geschikt voor niche vintagecollecties en producten die de nadruk leggen op vakmanschap en een handgemaakte uitstraling.Productieoverwegingen: Voor snel veranderende modeproducten die een hoge productieomvang en een uiterst consistente uitstraling vereisen, moeten merken voorzichtig zijn met plantaardig gelooid leer of alternatieven overwegen die halfplantaardig of chroomgelooid zijn. Vraag 3: Welke tests zijn vereist bij de inkoop van leer voor bestellingen die naar Europa en de Verenigde Staten worden geëxporteerd?A: Naleving van de regelgeving is een basisvereiste voor toegang tot internationale markten.Een standaardtest omvat doorgaans: azokleurstoffen, gehalte aan zware metalen, formaldehyde en VOS (vluchtige organische stoffen).Aanvullende vereisten: Sommige landen en merken kunnen documentatie vereisen die de traceerbaarheid en het land van herkomst van de dierenhuiden aantoont.Aanbevolen werkwijze: Merken zouden relevante nalevingsdocumentatie van leerleveranciers moeten opvragen, waaronder bewijs van LWG-gecertificeerde leerlooierijen waar van toepassing, en testrapporten die aantonen dat aan de relevante EU REACH-vereisten wordt voldaan.Zakelijke waarde: Deze documenten kunnen dienen als belangrijke referenties bij het betreden van prestigieuze Europese en Amerikaanse markten. Vraag 4: Hoe kunt u controleren of het "volnerfleer" van een leverancier echt is?A: Onderzoek de dwarsdoorsnede en voer een druktest uit.De druktest: Druk zachtjes met uw vinger op het leer. Echt volnerfleer ontwikkelt doorgaans fijne, natuurlijke rimpels die vanuit de drukplek naar buiten uitstralen en keert relatief snel terug naar zijn oorspronkelijke vorm zodra de druk wordt losgelaten.Visuele inspectie: Bekijk de dwarsdoorsnede van het leer. Echt volnerfleer vertoont over het algemeen een dicht en natuurlijk gestructureerd vezelpatroon.De meest betrouwbare methode: Vraag, indien nodig, vóór het aangaan van een formele samenwerking een materiaaltestrapport van een derde partij aan. Objectieve testgegevens zijn de meest betrouwbare manier om materiaalclaims te verifiëren. Vraag 5: Is volnerfleer altijd beter dan splitleer?A: Nee. De twee materialen zijn simpelweg afkomstig van verschillende lagen van de huid en zijn geschikt voor verschillende merk- en productvereisten.Volledig nerfleder: Volledig nerfleder behoudt de natuurlijke nerfstructuur en biedt over het algemeen een betere ventilatie en een authentiekere nerfuitstraling. Het wordt vaak gebruikt in producten in het midden- tot hogere segment.Splitleer: Splitleer wordt geproduceerd nadat de huid is gesplitst en kan verder worden afgewerkt met een oppervlaktecoating. Het biedt lagere materiaalkosten, minder zichtbare oneffenheden aan het oppervlak en een hogere materiaalbenutting, waardoor het geschikt is voor prijsgevoelige producten met een hoge productieomvang die een consistente uitstraling vereisen.Kernprincipe: Er bestaat geen absolute hiërarchie van 'beter' of 'slechter'. Het juiste leer is het leer dat het beste aansluit bij de positionering van het merk en het beoogde gebruik van het product. Vraag 6: Is nappaleer echt leer? In welke prijsklasse valt het?A: Nappaleer verwijst voornamelijk naar een verwerkingsmethode en een kenmerkend gevoel in de hand, en niet zozeer naar een specifieke leerkwaliteit.De belangrijkste kenmerken van nappaleer zijn de uitzonderlijke zachtheid, het gladde en verfijnde oppervlak en de relatief lichte afwerking.Volledig nerf nappaleer: De meest hoogwaardige categorie, waarbij de natuurlijke nerf en poriën van de huid behouden blijven.Gecorrigeerd of topnerf nappaleer: een gangbare categorie die een lichte oppervlaktecorrectie en afwerking ondergaat.Splitleer of synthetische materialen die als "Nappa-nerf" worden verkocht: Sommige leveranciers gebruiken de term "Nappa" of "Nappa-stijl" om PU-gecoat splitleer of microvezelmaterialen te beschrijven.Belangrijkste conclusie: Het woord "Nappa" alleen mag niet worden beschouwd als bewijs van leerkwaliteit of authenticiteit. Vraag 7: Hoe verhouden de verschillende leersoorten zich tot elkaar qua onderhoudsgemak en risico's na aankoop?A: Vanuit het oogpunt van productie- en aftersalesrisico's kunnen leersoorten over het algemeen als volgt van laag naar hoog risico worden gerangschikt:Chroomgelooid rundleer met gecorrigeerde nerf / gecoat leer: Deze materialen hebben doorgaans een stevigere oppervlaktecoating en bieden een goede water- en vlekbestendigheid, waardoor ze relatief gemakkelijk te onderhouden zijn en het laagste risico na aankoop met zich meebrengen.Volnerf chroomgelooid rundleer: Het behoudt een zekere mate van natuurlijke weerstand tegen dagelijks gebruik, en kleine krasjes kunnen na verloop van tijd in het oppervlak vervagen.Nappaleer: De lichtere afwerking zorgt voor een zacht en luxueus gevoel, maar maakt het oppervlak gevoeliger voor zichtbare nagelafdrukken en krassen. Klanten wordt aangeraden contact met scherpe voorwerpen te vermijden.Getrommeld leer: de structuur kan kleine imperfecties maskeren, maar sommige varianten kunnen gemakkelijk vocht absorberen en watervlekken vertonen.Plantaardig gelooid leer: Dit is een van de meest delicate opties. Het kan donkerder worden of van kleur veranderen bij blootstelling aan water, oliën absorberen en gemakkelijk krassen oplopen. Klanten moeten er duidelijk op gewezen worden dat deze eigenschappen inherent zijn aan plantaardig gelooid leer en niet automatisch als kwaliteitsgebreken moeten worden beschouwd. Door vooraf duidelijke verwachtingen te scheppen, kunnen geschillen na de aankoop aanzienlijk worden verminderd. VI. ConclusieDe unieke aantrekkingskracht van een handtas van echt leer komt voort uit het onvervangbare karakter en de textuur van natuurlijk leer. De ware kunst van het inkopen van materialen draait niet om het blindelings nastreven van het duurste of het goedkoopste materiaal. Het gaat erom het materiaal te vinden dat de juiste balans biedt tussen merkpositionering, esthetisch ontwerp, productprestaties en kostenstructuur. De keuze voor leer mag geen subjectief gokspel zijn. Het moet een gestandaardiseerd en systematisch besluitvormingsproces zijn. Door een rigoureus evaluatiekader op te stellen, de juiste materiaaltesten uit te voeren en effectieve risicobeheersingsmaatregelen te implementeren, kunnen merken ervoor zorgen dat leer-, ontwerp- en productieprocessen naadloos op elkaar aansluiten. Het respecteren van de natuurlijke eigenschappen van echt leer en het rationeel plannen van het inkoopproces zijn niet alleen essentieel voor het creëren van succesvolle producten, maar ook cruciaal voor het opbouwen van een duurzaam lederwarenmerk op de lange termijn. Als partner in de toeleveringsketen met 30 jaar ervaring, gespecialiseerd in OEM-productie van handtassen van echt leer, SYNBERRY Biedt complete ondersteuning, van leerselectie en materiaalkwaliteitstesten tot monsterontwikkeling en grootschalige productie. Wij helpen merken elke fase van het proces te verbinden – van materiaalselectie tot levering van het eindproduct – zodat hoogwaardig leer succesvol kan worden omgezet in commercieel levensvatbare, productiegereedde producten. Auteur
BEKIJK MEER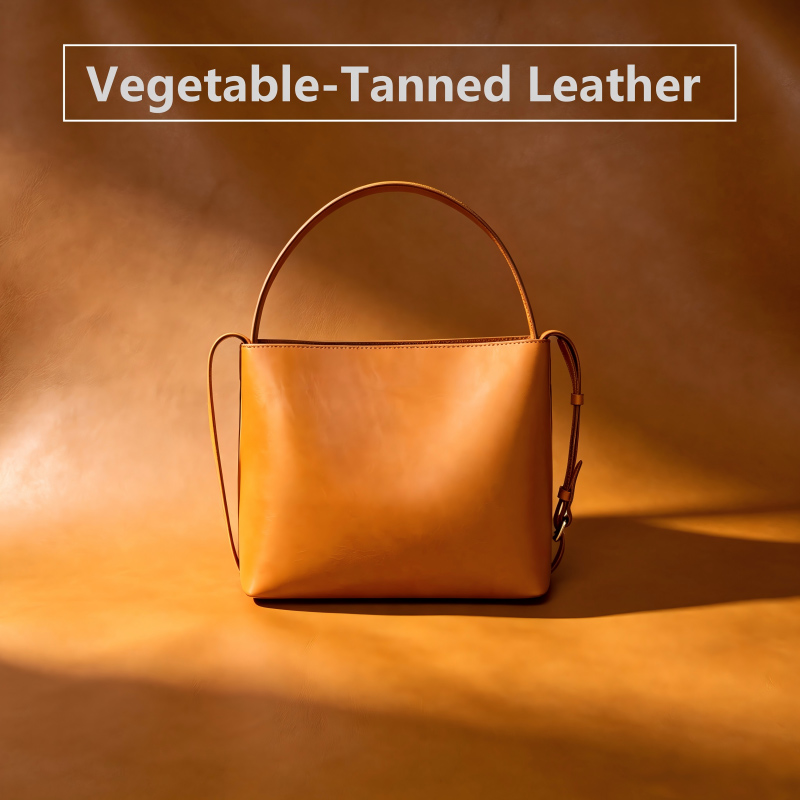
Plantaardig gelooid leer wordt vaak gekozen omdat het iets kan wat veel gecoate of synthetische materialen niet kunnen: het registreert gebruikssporen. Zonlicht verdiept de kleur geleidelijk. Door veelvuldig gebruik wordt het oppervlak na verloop van tijd gladder. Natuurlijke oliën van de handen zorgen voor donkerdere tinten op de hoeken, handvatten, vouwen en rond gespen.Deze visuele eigenschap heeft plantaardig gelooid leer tot een favoriet gemaakt bij veel leermerken, cadeauwinkels en ontwikkelaars van producten in vintage-stijl. Zij waarderen het unieke 'verouderingsproces' van plantaardig gelooid leer: elk afgewerkt product ontwikkelt geleidelijk een unieke patina door dagelijks gebruik, waardoor een kenmerkende afdruk ontstaat die alleen van de eigenaar is. Dit evoluerende karakter is tevens het meest unieke kenmerk dat het onderscheidt van andere soorten gelooid leer.Inhoudsopgave:Wat is plantaardig gelooid leer?Plantaardig gelooid leer versus chroomgelooid leerVoordelen en beperkingen van plantaardig gelooid leerWaarvoor is plantaardig gelooid leer geschikt in de tassenindustrie?Logo-technieken geschikt voor plantaardig gelooid leerVeelgestelde vragen I. Wat is plantaardig gelooid leer?Plantaardig gelooid leer is leer dat door middel van een gecontroleerd looiproces met plantaardige looistoffen (tannines) is omgezet van bewerkte dierenhuiden tot stabiel leer.Wanneer een dierenhuid wordt verwijderd, is het in wezen een stuk eiwit dat van nature zal ontbinden. Om er duurzaam leer van te maken, moeten looimiddelen dwarsverbindingen creëren met de collageenvezels in de huid. Tannines binden zich aan de collageenstructuur, waardoor het leer beter bestand is tegen bederf en tegelijkertijd zijn karakteristieke stevigheid, natuurlijke nerf, uitstekende bewerkbaarheid, superieure randkwaliteit en kenmerkende verouderingseigenschappen krijgt.Bij de moderne leerproductie wordt voornamelijk gebruikgemaakt van chroomlooiing met driewaardige chroomzouten. Dit proces biedt snelle productie, lagere kosten en een zachter eindresultaat. Plantaardig looien daarentegen grijpt terug op een methode die al duizenden jaren door de mens wordt gebruikt. Natuurlijke tannines worden gewonnen uit plantaardig materiaal zoals schors, hout, bladeren, vruchten en zaaddozen, waardoor de leervezels zich geleidelijk kunnen 'zetten' gedurende enkele weken of zelfs maanden.Dit langzame proces vormt de basis van alle bepalende kenmerken van plantaardig gelooid leer.Door de lange looiperiode en de diepe penetratie van tannines wordt de vezelstructuur van plantaardig gelooid leer grondig getransformeerd. Het afgewerkte leer is stevig, dicht en kan worden gepolijst tot een gladde, spiegelende rand – iets wat bij chroomgelooid leer moeilijk te bereiken is. Tegelijkertijd behoudt het oppervlak van plantaardig gelooid leer, doordat er geen zware synthetische harslagen worden gebruikt, zijn meest natuurlijke, onbehandelde uiterlijk: poriën blijven duidelijk zichtbaar, terwijl natuurlijke littekens, groeistrepen en aderpatronen openlijk worden getoond. II. Plantaardig gelooid leer versus chroomgelooid leerVoor veel kopers die voor het eerst plantaardig gelooid leer tegenkomen, is de belangrijkste vraag: Wat is het verschil met gewoon volnerf rundleer? In werkelijkheid wordt het verschil bepaald op het moment dat het looiproces is voltooid.VergelijkingPlantaardig gelooid leerChroomgelooid leer (gangbaar)bruiningsmiddelPlantaardige tannines (natuurlijk)Driewaardige chroomzouten (chemisch)ZonnebanktijdEnkele weken tot enkele maanden1-3 dagenAfgerond gevoelStevig en gestructureerd, aanvankelijk vrij stijf.Zacht, soepel en flexibel, direct uit de productie.Oppervlakte-uiterlijkMinimale of geen make-up, voor een natuurlijke, "ongeschminkte" look.Meestal voorzien van een afwerking die oneffenheden kan verbergen.KleurstabiliteitVerkleurt en verandert door zonlicht en gebruik, waardoor een patina ontstaat.De kleur wordt na de productie gefixeerd en blijft relatief stabiel.RandafwerkingKan worden gepolijst tot een gladde, spiegelachtige afwerking.Doorgaans is randverf nodig om de randen te bedekken.WaterbestendigheidSlechte kwaliteit; blootstelling aan water kan verkleuring en verstijving veroorzaken.Beter; waterdruppels vormen zich dan als druppels en rollen er vanzelf af.Geschikt voor massaproductieLagerHogerEen veelvoorkomend misverstand moet worden rechtgezet: plantaardig gelooid leer en volnerfleer zijn geen tegenstrijdige begrippen. Volnerfleer beschrijft welk deel van de huid wordt gebruikt – de bovenste laag die niet is geschuurd of gepolijst. Plantaardig looien daarentegen beschrijft de looimethode. Een stuk volnerf rundleer kan plantaardig gelooid of chroomgelooid zijn.Desondanks wordt hoogwaardig plantaardig gelooid leer op de markt doorgaans gemaakt van eersteklas volnerfleer. Omdat plantaardig gelooid leer geen dikke oppervlaktecoatings nodig heeft om imperfecties te verbergen, is de inherente kwaliteit van het leer volledig zichtbaar op het afgewerkte oppervlak. III. Voordelen en beperkingen van plantaardig gelooid leerPlantaardig gelooid leer is geen wondermiddel. Het is vergelijkbaar met een stuk jade dat zorgvuldige verzorging nodig heeft; de sterke en zwakke punten ervan zijn even uniek.Voordelen1. Een uniek karakter, gevormd door de tijd.De grootste aantrekkingskracht van plantaardig gelooid leer schuilt in de manier waarop het zich in de loop der tijd ontwikkelt. Natuurlijk plantaardig gelooid leer begint met een lichtbeige tint en wordt geleidelijk donkerder door blootstelling aan zonlicht, lichaamswarmte en de opname van natuurlijke oliën van de handen. Na verloop van tijd evolueert het naar karamel- of honingtinten en ontwikkelt het uiteindelijk een patina die uniek is voor de eigenaar. Deze eigenschap, "hoe meer je het gebruikt, hoe mooier het wordt", is iets wat geen enkel zwaar afgewerkt leer echt kan evenaren.2. Een natuurlijk duurzaam verhaalDe looistoffen die bij plantaardig looien worden gebruikt, zijn afkomstig van hernieuwbare plantenbronnen. In vergelijking met afvalwater van chroomlooien is de afvalvloeistof die bij plantaardig looien ontstaat veel beter biologisch afbreekbaar. Voor merken die duurzaamheid hoog in het vaandel hebben staan, is plantaardig gelooid leer een van nature milieuvriendelijk materiaal dat weinig uitleg behoeft.3. Polijstbare, spiegelgladde randenOnder invloed van tannines met een hoge dichtheid worden de vezels van plantaardig gelooid leer zo compact dat de randen gepolijst kunnen worden tot een spiegelglad oppervlak, net als bij hout. Hierdoor krijgen handgemaakte tassen van topkwaliteit strakke, verfijnde randen zonder dat er randverf nodig is – een van de belangrijkste redenen waarom veel ambachtelijke leerbewerkers de voorkeur geven aan plantaardig gelooid leer.4. Bewezen duurzaamheid op lange termijnHoewel plantaardig gelooid leer in het begin stevig aanvoelt, wordt het geleidelijk zachter bij gebruik, terwijl de vezels hun uitzonderlijke sterkte behouden. Een goed onderhouden tas van plantaardig gelooid leer kan vaak meer dan tien jaar meegaan.Beperkingen1. Zeer gevoelig voor water en oliënOmdat plantaardig gelooid leer geen waterdichte coating heeft, kan zelfs een enkele waterdruppel een donkere vlek achterlaten. Natuurlijke huidoliën, zonnebrandcrème en zelfs de indigokleurstof van denim kunnen in het leer doordringen en zijn niet weg te vegen. Voor liefhebbers zijn deze vlekken tekenen van tijd en karakter; voor veel consumenten worden ze simpelweg als onacceptabele vlekken beschouwd.2. Moeilijk om een consistente kleur tussen batches te behouden.De kleur van plantaardig gelooid leer blijft zich ontwikkelen, zelfs na de productie. Twee huiden uit dezelfde partij, die aan weerszijden van een magazijn worden opgeslagen, kunnen na slechts drie maanden merkbaar verschillende tinten vertonen.3. Minder geschikt voor massaproductie met hoge snelheidDe stevige structuur zorgt voor meer weerstand tijdens het naaien, terwijl de afwerking van de randen meerdere rondes van schuren, waxen en polijsten vereist. Hierdoor is de benodigde arbeidstijd doorgaans veel langer dan bij chroomgelooid leer. IV. Waarvoor is plantaardig gelooid leer het meest geschikt in de tassenindustrie?Op basis van de hierboven besproken eigenschappen heeft plantaardig gelooid leer een duidelijk afgebakend toepassingsgebied voor de productie van tassen.Ideale toepassingenKleine lederwaren: kaarthouders, sleutelhangers, pennenetuis en leren bedeltjes. Door hun compacte formaat vallen natuurlijke imperfecties minder op, terwijl de prachtig gepolijste randen, waar plantaardig gelooid leer om bekend staat, juist goed tot hun recht komen.Gestructureerde tasontwerpen: schoudertassen, aktetassen en vintage messenger bags. Deze modellen benutten optimaal de natuurlijke stevigheid van plantaardig gelooid leer, waardoor de tassen hun vorm behouden en niet inzakken.Limited Editions en Herdenkingscollecties: De natuurlijke nerf van het leer en het vermogen om na verloop van tijd een unieke patina te ontwikkelen, creëren een gevoel van exclusiviteit en zeldzaamheid, waardoor het een uitstekende keuze is voor speciale collecties. Minder geschikte toepassingenZachte, grote tassen: draagtassen en boodschappentassen. Plantaardig gelooid leer is relatief stijf als het nieuw is, en herhaaldelijk buigen van grote panelen kan permanente vouwen veroorzaken die niet meer te verwijderen zijn.Tassen voor dagelijks gebruik die veel gebruikt worden: Tassen die dagelijks blootgesteld worden aan druk openbaar vervoer, regen en veelvuldig contact met verschillende oppervlakken. Onder deze omstandigheden wordt de delicate aard van plantaardig gelooid leer veel duidelijker merkbaar.Fast fashion, massaproductie: Plantaardig gelooid leer is, vanwege de veranderende kleur, lagere productie-efficiëntie en hogere kosten in vergelijking met chroomgelooid leer, minder geschikt voor de snelle productiecycli en agressieve prijsstrategieën die fast fashion-merken vereisen.Veel handtasmerken die klantbeleving vooropstellen, introduceren bewust natuurlijk plantaardig gelooid leer in hun kernassortiment. Zo moedigen ze klanten aan om hun tassen te 'verouderen' door dagelijks gebruik. Deze unieke interactie tussen de eigenaar en het leer creëert een zeer persoonlijke beleving, wat de aantrekkingskracht van het product aanzienlijk vergroot, mond-tot-mondreclame stimuleert en de klantloyaliteit versterkt. Het is ook een van de redenen waarom plantaardig gelooid leer een uitstekende keuze is geworden voor boetiekmerken die zich op een betekenisvolle manier willen onderscheiden. V. Logo-technieken geschikt voor plantaardig gelooid leerPlantaardig gelooid leer heeft weinig tot geen chemische oppervlaktebehandeling. De stevige vezelstructuur, het vermogen om vocht en oliën te absorberen en de neiging om van kleur te veranderen bij blootstelling aan hitte, geven het zowel duidelijke voordelen als beperkingen als het gaat om het aanbrengen van logo's. Hieronder staan een aantal methoden die in onze productie-ervaring effectief zijn gebleken, evenals technieken die u beter kunt vermijden.Aanbevolen methoden1. Blinddruk / DiepdrukDeze logotechniek sluit het beste aan bij het karakter van plantaardig gelooid leer. Met een verhitte messing matrijs wordt druk uitgeoefend, waardoor een verzonken of verhoogde afdruk in het leeroppervlak ontstaat. Omdat er geen extra materiaal wordt toegevoegd, wordt het logo een integraal onderdeel van het leer zelf. Naarmate het leer in de loop der tijd een patina ontwikkelt, worden de reliëfranden geleidelijk gladder en krijgen ze een subtiele, natuurlijke glans.Praktische overwegingen:Omdat plantaardig gelooid leer relatief stevig is, lijken reliëfranden scherper en beter gedefinieerd dan bij chroomgelooid leer. Daardoor is deze techniek ideaal voor fijne letters en geometrische lijnen.De temperatuur moet zorgvuldig worden gecontroleerd (doorgaans 80°C–120°C). Bij temperaturen boven de 150°C kunnen donkerbruine schroeiplekken ontstaan rond de randen van de afdruk, die vooral op natuurlijk, ongeverfd leer goed zichtbaar zijn.Diep reliëf (groter dan 1 mm) kan de vlakheid van de achterzijde beïnvloeden. Als het logo op een groot voorpaneel van de tas is geplaatst, moet de zichtbaarheid van de afdruk op de achterzijde worden beoordeeld.2. Hot foil stamping (goud of zilver)Door foliedruk wordt plantaardig gelooid leer een verfijnd metallic accent gegeven. Het onafgewerkte oppervlak van het leer is echter een tweesnijdend zwaard: omdat de folie direct in contact komt met de leervezels, is de hechting vaak minder betrouwbaar dan bij chroomgelooid leer met een afgewerkte coating.Praktische overwegingen:Gebruik hoogwaardige folie die speciaal is ontworpen voor leer, met fijne pigmenten en een sterke hechting. Standaardfolie bedoeld voor papier heeft de neiging af te bladderen op plantaardig gelooid leer.Vermijd het stempelen over natuurlijke littekens, adertjes of andere plekken waar de vezelstructuur los zit, aangezien de folie samen met deze oneffenheden kan loslaten of afbladderen.Warmfoliedruk levert over het algemeen een beter visueel contrast op bij donkergekleurd plantaardig gelooid leer (zoals theekleurig leer of bruin leer) dan bij natuurlijk, ongeverfd leer.3. Leerbewerking / GereedschapAls er één techniek is die bij uitstek geschikt lijkt voor plantaardig gelooid leer, dan is het wel leersnijden (tooling). Plantaardig gelooid leer is stevig, heeft een dichte vezelstructuur en is zeer kneedbaar wanneer het vochtig is. Wanneer snijgereedschap over het oppervlak beweegt, ontstaan er scherpe, goed gedefinieerde patronen die hun vorm behouden. Het gesneden ontwerp kan vervolgens verder worden verfraaid met verven, vergulden, een antieke afwerking of andere decoratieve behandelingen.Praktische overwegingen:Voor het snijden van leer zijn uitzonderlijk hoogwaardige huiden nodig. Alleen volnerf plantaardig gelooid leer van klasse A levert schone, scherpe sneden op. Gebieden met littekens of een losse nerfstructuur hebben de neiging om na het snijden te gaan pluizen.Het proces is volledig handgemaakt, waardoor massaproductie uiterst inefficiënt is. De vervaardiging van een enkel paneel met een complex uitgesneden patroon kan meerdere uren in beslag nemen, waardoor deze techniek ongeschikt is voor productie op grote schaal.Na het snijden moet het leer in de juiste vorm worden gebracht en behandeld om het vochtbestendig te maken. Anders kunnen de uitgeholde gedeelten in vochtige omgevingen gevoelig zijn voor schimmelvorming.4. LasergraverenLasergraveren kan complexe vectorafbeeldingen en zelfs grijstinten reproduceren zonder dat daarvoor speciaal gereedschap nodig is. Plantaardig gelooid leer reageert echter heel anders op lasergraveren dan synthetisch leer of chroomgelooid leer.Praktische overwegingen:De laser verbrandt de tannines in het leer, waardoor het gegraveerde gebied donkerbruin of zwart wordt. Dit zorgt voor een sterk visueel contrast op natuurlijk, ongeverfd plantaardig gelooid leer, waardoor het uiteindelijke uiterlijk altijd aan de hand van een proefstukje moet worden beoordeeld vóór de productie.Omdat er geen speciale matrijs nodig is, zijn er bij lasergraveren geen gereedschapskosten. Voor kleine series op maat is het vaak kosteneffectiever dan reliëfdruk, waardoor het een uitstekende optie is voor boetiekmerken en producten op maat.5. Metalen badges / naamplaatjesMetalen badges of naamplaatjes worden met klinknagels, schroeven of stiksels aan plantaardig gelooid leer bevestigd. Deze methode overkomt een aantal beperkingen van het leer zelf, waardoor het mogelijk is om meerkleurige afwerkingen, driedimensionale effecten en zelfs verlichte ontwerpen te realiseren.Praktische overwegingen:Omdat plantaardig gelooid leer relatief stevig is, moeten er altijd eerst voorgaten worden geponst voordat de klinknagels worden aangebracht. Het rechtstreeks in het leer slaan van klinknagels kan ervoor zorgen dat de vezels barsten.Metaal en leer hebben verschillende thermische uitzettingscoëfficiënten. In omgevingen met aanzienlijke temperatuurschommelingen kunnen klinknagelgaten na verloop van tijd geleidelijk groter worden, waardoor het beslag los kan komen te zitten. Het gebruik van ringen wordt aanbevolen om de stabiliteit op lange termijn te verbeteren.De randen van het metalen embleem moeten afgeschuind of afgerond zijn om te voorkomen dat ze bij langdurig gebruik in het leer snijden of het doorslijten.Bij gestikte metalen badges moet de steekafstand zeer nauwkeurig worden gepland. Naaldgaatjes in plantaardig gelooid leer zijn permanent en kunnen niet herstellen, dus de stiksels moeten in één keer correct worden geplaatst.Niet aanbevolen: Zeefdruk en tampondruk.Wij raden af om zeefdruk of tampondruk rechtstreeks op plantaardig gelooid leer aan te brengen. De redenen hiervoor zijn eenvoudig:Plantaardig gelooid leer heeft weinig tot geen oppervlaktecoating, waardoor de inktabsorptie moeilijk te controleren is. Hierdoor zijn de bedrukte afbeeldingen gevoelig voor uitlopen en vervagen.Plantaardig gelooid leer wordt na verloop van tijd donkerder en absorbeert oliën. Doordat het leer op natuurlijke wijze veroudert, veroudert ook het bedrukte patroon, wat vaak al na een paar maanden tot merkbare kleurverschillen leidt.Hoewel het aanbrengen van een beschermende coating vóór het printen de hechting van de inkt kan verbeteren, doet het tegelijkertijd afbreuk aan de eigenschappen die plantaardig gelooid leer juist zo aantrekkelijk maken. De coating tast de kenmerkende natuurlijke, onbehandelde uitstraling en het ademend vermogen aan. Veelgestelde vragenVraag 1: Wat is beter: plantaardig gelooid leer of volnerfleer?A: Dit zijn geen vergelijkbare begrippen, omdat ze verschillende aspecten van leer beschrijven. Topnerfleer verwijst naar de laag van de huid die gebruikt wordt, terwijl plantaardig looien verwijst naar het looiproces. Een stuk topnerfleer kan plantaardig gelooid of chroomgelooid zijn. Hoewel hoogwaardig plantaardig gelooid leer doorgaans gemaakt is van hoogwaardige volnerfhuiden, betekent "plantaardig gelooid" niet automatisch "topnerfleer".Vraag 2: Is plantaardig gelooid leer altijd milieuvriendelijker dan chroomgelooid leer?A: Wat looimiddelen betreft, zijn plantaardige looistoffen inderdaad natuurlijker en biologisch afbreekbaarder dan chroomzouten. De milieuduurzaamheid moet echter gedurende de gehele levenscyclus van het product worden beoordeeld. Factoren zoals de afvalwaterzuivering in de leerlooierij, de aanwezigheid van zware metalen in de kleurstoffen en de samenstelling van de conditionerende oliën die tijdens het onderhoud worden gebruikt, spelen hierbij een belangrijke rol. Waar mogelijk is het raadzaam om leer te betrekken van leerlooierijen die gecertificeerd zijn door de Leather Working Group (LWG).Vraag 3: Zijn tassen van plantaardig gelooid leer waterdicht?A: Natuurlijk plantaardig gelooid leer biedt weinig tot geen waterbestendigheid. Om de waterdichtheid te verbeteren, moeten na het looien waterdichtingsmiddelen of -wassen worden aangebracht. Dit verandert echter het ademend vermogen en de natuurlijke textuur van het leer en tast de kenmerkende onbehandelde uitstraling aan. Als het product bedoeld is voor frequent gebruik in regenachtige omstandigheden, is chroomgelooid leer met een beschermende afwerking over het algemeen een betere keuze.Vraag 4: Waarom varieert de prijs van plantaardig gelooid leer zo sterk?A: De prijs van plantaardig gelooid leer hangt hoofdzakelijk af van drie factoren:De kwaliteit van het leer, inclusief de classificatie, de aanwezigheid van littekens en het gebruikte gedeelte van het leer.De looimethode en -duur, zoals traditioneel looiproces in een kuil versus versneld looiproces in een trommel.Land of regio van herkomst.Plantaardig gelooid leer, gemaakt van hoogwaardige huiden met behulp van traditionele, langdurige looiprocessen, is aanzienlijk duurder dan leer dat geproduceerd wordt met snellere looimethoden. Dit resulteert in merkbare prijsverschillen in de eindproducten.Vraag 5: Hoe kun je zien of leer echt plantaardig gelooid is?A: U kunt echt plantaardig gelooid leer herkennen aan de hand van de volgende vier methoden:Geur: Authentiek plantaardig gelooid leer heeft een kenmerkende aardse geur met een subtiele natuurlijke zoetheid. Chroomgelooid leer heeft vaak een chemische geur of is vrijwel geurloos.Snijrand: Bekijk een onafgewerkte rand. Plantaardig gelooid leer heeft doorgaans een warme crème- of bruine kleur in de dwarsdoorsnede. Chroomgelooid leer heeft meestal een blauwgrijze dwarsdoorsnede – de karakteristieke kleur die overblijft na behandeling met chroomsulfaat.Waterreactie: Een kleine druppel water zal het oppervlak van plantaardig gelooid leer onmiddellijk donkerder maken, waarna het geleidelijk weer lichter wordt naarmate het droogt. Op chroomgelooid leer vormt het water zich over het algemeen in druppels en rolt het van het oppervlak af.Gevoel: Echt plantaardig gelooid leer voelt stevig en gestructureerd aan en is relatief stijf als het nieuw is, waardoor het een inloopperiode nodig heeft. Als een product dat wordt aangeprezen als "plantaardig gelooid leer" direct na het uitpakken overdreven zacht en slap aanvoelt, is het de moeite waard om het nader te onderzoeken.Vraag 6: Hoe moet plantaardig gelooid leer worden verzorgd?A: Hier volgen enkele praktische onderhoudstips om plantaardig gelooide lederproducten in optimale conditie te houden. Merken worden aangemoedigd om deze aanbevelingen in hun productonderhoudsinstructies op te nemen.Voorkom dat het leer nat wordt, vooral gedurende de eerste maand van gebruik.Houd het leer uit de buurt van warmtebronnen en gebruik nooit een föhn om het droogproces te versnellen.Maak het niet schoon met synthetische borstels, gebruik alleen borstels met natuurlijke haren.Als het lederproduct regelmatig wordt gebruikt, breng dan eenmaal per week een speciale lederolie of -verzorgingsproduct aan.Wax het leer regelmatig om de conditie en het uiterlijk te behouden.ConclusiePlantaardig gelooid leer is geen industrieel materiaal dat zomaar zonder nadenken gebruikt kan worden. Het is eerder een langetermijnproject waarbij het merk, de fabrikant en de eindgebruiker betrokken zijn. De stevigheid, kleurveranderingen, zichtbare markeringen en de zich ontwikkelende patina vormen zowel de beperkingen als de grootste aantrekkingskracht.Als OEM-fabrikant van tassen met meer dan 30 jaar ervaringWij hebben altijd geloofd dat er geen universeel "goed" of "slecht" materiaal bestaat, maar alleen het materiaal dat het meest geschikt is voor een bepaald doel. Als uw merk draait om snelheid, nieuwheid en standaardisatie, is plantaardig gelooid leer misschien niet de ideale keuze. Maar als uw merk een verhaal vertelt over tijd, vakmanschap, textuur en kameraadschap, dan is plantaardig gelooid leer wellicht de meest authentieke verhalenverteller. Auteur
BEKIJK MEER
Leer inkopen voor op maat gemaakte leren handtassen Het is veel meer dan een simpele esthetische keuze. Het bepaalt direct je productiekosten, je prijsstrategie voor de detailhandel en je algehele merkpositionering. SYNBERRY Het bedrijf heeft meer dan 30 jaar ervaring opgebouwd in de OEM-productie van op maat gemaakte leren tassen en bedient klanten variërend van opkomende start-ups tot gevestigde premium- en luxemerken. De meeste inkooppartners stellen herhaaldelijk twee kernvragen: welke leerkwaliteit past bij hun productassortiment en hoe kunnen consumenten leren tassen op de juiste manier onderhouden? Deze handleiding, gebaseerd op onze decennialange ervaring in de productie op locatie, legt systematisch de logica achter leerselectie en onderhoud na aankoop uit. Zo helpt het OEM-kopers bij het kiezen van passend leer en het voorkomen van veelvoorkomende onderhoudsfouten. Inhoudsopgave:I. Twee kernperspectieven om leer te begrijpenII. Kies de juiste leersoort voor de verschillende handtasstijlen.III. Richtlijnen voor het dagelijks onderhoud van leren handtassenIV. Vier kernpunten om te bevestigen bij het aanvragen van offertes van fabriekenV. Veelgestelde vragen (FAQ)VI. Conclusie I. Twee kernperspectieven om leer te begrijpenWe delen leer in op twee belangrijke classificatiesystemen: categorisatie op basis van de natuurlijke huidlagen en categorisatie op basis van de nabewerkingstechnieken. De combinatie van deze twee dimensies bepaalt de kwaliteit van het leer en de uiteindelijke uitstraling van de afgewerkte handtassen. 1. Classificatie op basis van verborgen lagenHoogwaardig leerTopnerfleer wordt gemaakt van de buitenste nerflaag van de dierenhuid plus een deel van de onderliggende vezelige coriumlaag. De compacte vezelstructuur zorgt voor een uitstekende treksterkte, duurzaamheid, flexibiliteit en vormvastheid, waardoor het de belangrijkste grondstof is voor alle hoogwaardige lederwaren.Splitleer Splitleer verwijst naar de resterende vezellaag die overblijft nadat de bovenste nerflaag tijdens het splijten is verwijderd. De losse vezelstructuur leidt tot een lagere sterkte, geringe duurzaamheid en een vage natuurlijke textuur. Daarom voegen fabrikanten meestal een PU-coating, PVC-coating of suède-schuurlaag toe om het uiterlijk en de functionaliteit te verbeteren. 2. Classificatie op basis van verwerkingsmethodeVolnerfleerVolnerfleer is het meest hoogwaardige leermateriaal. Het behoudt de natuurlijke nerfstructuur van de ruwe huid volledig, met vrijwel geen schuren of oppervlaktebehandeling. Het leer kenmerkt zich door een duidelijke natuurlijke nerf, uitstekende slijtvastheid, superieur ademend vermogen en de mogelijkheid om na verloop van tijd een unieke patina te ontwikkelen. Elke huid heeft unieke natuurlijke kenmerken, waardoor elke afgewerkte tas uniek is.Gecorrigeerd nerflederCorrected-grain leer wordt bewerkt door het topnerfleer licht te schuren om oneffenheden te verwijderen, waarna er uniforme kunstmatige nerfpatronen in worden geperst. Het materiaal kenmerkt zich door een consistente oppervlaktestructuur, betrouwbare duurzaamheid en een evenwichtige prijs-kwaliteitverhouding. Daarom wordt dit materiaal veel gebruikt voor lederwaren in het midden- tot hogere segment, zoals aktetassen.Gecoat splitleer Gecoat splitleer wordt geproduceerd door een dunne synthetische PU- of PVC-folie op splitleer aan te brengen en een kunstmatige nerfstructuur in het oppervlak te embossen. De basissamenstelling bestaat uit een basis van splitleer met een synthetische coating, wat een betaalbare optie met een uniforme uitstraling oplevert. 3. Vergelijking tussen topnerfleer en volnerfleerVeel kopers verwarren het logische verband tussen topnerfleer en volnerfleer; onderstaande tabel zet alle belangrijke verschillen duidelijk uiteen: VergelijkingsitemHoogwaardig leerVolledig nerflederDefinitieLeer gesneden uit de buitenste nerflaag van de dierenhuid.Een hoogwaardige variant van topnerfleer waarbij de natuurlijke nerfstructuur volledig behouden blijft.Behoort tot de bovenste huidlaag✅ Ja✅ JaBehoud de oorspronkelijke natuurlijke nerf.Niet gegarandeerd✅ Behoudt volledig de natuurlijke poriën en nerfpatronenOppervlakteafwerkingDit kan schuren, corrigeren, reliëf aanbrengen of een dikke laag coating omvatten.Minimale bewerking; alleen verven en een lichte beschermende afwerking.Visueel uiterlijkGelijkmatige textuur, aanpasbare kunstmatige reliëfpatronenNatuurlijke variaties in de nerfstructuur; elk huidpaneel is uniek.DuurzaamheidGoedUitstekend, met de meest intacte natuurlijke vezelstructuur.Ademend vermogenRedelijk goedSuperieurZachtheidVarieert afhankelijk van de afwerking.Wordt geleidelijk zachter en ontwikkelt een natuurlijke patina bij gebruik.LevensduurGaat bij regelmatig onderhoud meerdere jaren mee.Blijft tientallen jaren functioneel bij regelmatig onderhoud.PrijsklasseMidden- tot hoog segmentPremium-categorie met hogere eenheidsprijzen Inzicht in de productie van SYNBERRY:Wij adviseren klanten die zich laten ontwikkelen altijd volnerfleer. gestructureerde luxe handtassenNatuurlijke variaties in het oppervlak zijn geen gebreken, maar kenmerkende eigenschappen die elke tas een onvervangbare, unieke waarde geven. II. Kies de juiste leersoort voor de verschillende handtasstijlen.De keuze voor leer mag niet alleen afhangen van de materiaalkosten. Verschillende tasvormen en gebruiksscenario's stellen verschillende eisen aan de eigenschappen van leer. Daarom hebben we een aantal richtlijnen voor kopers opgesteld: HandtascategorieAanbevolen leerkwaliteitKernvoordelen van matchingLuxe handtassen / Premium designertassen voor damesVolnerfleerOntwikkelt een gelaagde patina en verhoogt de productwaarde in de loop der tijd.Zakelijke aktetassen / Tassen voor dagelijks woon-werkverkeerHoogwaardig leerBehoudt een strak silhouet, is duurzaam en kostenefficiënt.Casual crossbodytassen / Trendy modellenHoogwaardig leer of splitleerSoepele aanraking, diverse stylingmogelijkheden en flexibele ontwerpoptiesFast fashion tassen / Promotionele weggeefhandtassenSplitleerLage productiekosten met een consistente oppervlakteafwerking.Reistassen / Grote koffersVolnerf- of dik topnerfleerZeer slijtvast en krijgt met het dragen een vintage karakter. III. Richtlijnen voor het dagelijks onderhoud van leren handtassenGestandaardiseerd onderhoud kan de levensduur van een leren tas aanzienlijk verlengen. Goed onderhouden lederwaren verhogen de klanttevredenheid en bouwen aan langdurige merkloyaliteit. U kunt alle onderstaande praktische tips afdrukken op productlabels of in gepersonaliseerde onderhoudsboekjes. 1. Regelmatige dagelijkse verzorgingsgewoontenVerwijder oppervlakkig stof en licht vuil regelmatig met een zachte, droge doek.Als de tas niet in gebruik is, vul de binnenkant dan op met zuurvrij tissuepapier om de oorspronkelijke vorm te behouden en berg de hele tas op in een speciale stofzak.Houd lederwaren altijd uit de buurt van direct zonlicht, warmtebronnen en vochtige omgevingen. 2. Gerichte oplossingen voor vlekverwijderingBij watervlekken dient u het overtollige vocht direct met een droge doek op te deppen en de tas vervolgens op een koele, geventileerde plaats te leggen om aan de lucht te drogen; gebruik nooit een föhn of andere warmtebronnen om het droogproces te versnellen.Voor olievlekken: verdeel absorberend maizena gelijkmatig over de vlekken, laat het een nacht intrekken om het vet te absorberen en borstel de resterende maizena de volgende ochtend voorzichtig weg.Gebruik voor producten van splitsuède uitsluitend professionele suèdeborstels en vermijd ten alle tijden direct schrobben met water. 3. Verboden ongeoorloofde handelingenSpoel de leren tas niet af en dompel hem niet volledig onder in water.Versnel het droogproces niet met een föhn, radiator of andere verwarmingsapparatuur.Vul tassen niet met krantenpapier, want de inkt van de drukpers zal onder vochtige omstandigheden op het leer afgeven en permanente vlekken veroorzaken. IV. Vier kernpunten om te bevestigen bij het aanvragen van offertes van fabriekenVeel kopers vermelden in offerteaanvragen alleen "leren handtassen", wat leidt tot herhaalde aanpassingen van de samples en veel tijdverspilling bij het maken van samples. Door de volgende vier belangrijke gegevens duidelijk te bevestigen, kan de communicatie met OEM's aanzienlijk efficiënter worden. 1. Helder leer van hoge kwaliteitGeef het exacte leermateriaal aan, zonder vage algemene omschrijvingen zoals volnerfleer, topnerfleer of splitleer. 2. Gedefinieerde leerdikteGeef specifieke diktegegevens op, zoals 0,8 mm of 1,0 mm, aangezien deze parameter direct van invloed is op de stevigheid, structurele stabiliteit en het gevoel van de tas. 3. Standaard kleurreferentieLever officiële Pantone-kleurcodes of fysieke kleurstalen aan voor kleuraanpassing. Fysieke kleurstalen zijn veel nauwkeuriger dan digitale afbeeldingen, omdat afwijkingen in de schermweergave de belangrijkste oorzaak zijn van nabewerking van stalen. SYNBERRY Insight:Onze monsterafdeling kan binnen 5 tot 7 werkdagen exclusieve kleurstalen op maat maken voor klanten. 4. Bevestigde oppervlakteafwerkingSpecificeer de oppervlakteafwerking: Welk reliëfpatroon is gewenst (bijv. kiezelstructuur, kruisstructuur)? Matte of glanzende afwerking? V. Veelgestelde vragen (FAQ)Vraag 1: Hoe controleer ik de kwaliteit van leermonsters voordat de massaproductie van start gaat?A: U moet handmatig de zachtheid en het gevoel van het leer testen, de dichtheid van de interne vezellagen observeren en de hechtsterkte van de oppervlaktecoating controleren. We raden aan een complete referentieset met leerstalen, kleurstalen en bijpassende metalen onderdelen te ondertekenen en te archiveren. Deze set dient als uniforme inspectiestandaard voor massaproductie. Vraag 2: Waarom bestaan er kleine kleurverschillen tussen pre-productiemonsters en de uiteindelijke producten?A: Leer is een natuurlijke grondstof, waardoor verschillende partijen leer de verf ongelijkmatig absorberen. Ook schommelingen in de omgevingstemperatuur en luchtvochtigheid beïnvloeden de verfabsorptie. SYNBERRY archiveert standaard kleurstalen voor elke productiebatch en controleert kleurverschillen strikt binnen commercieel aanvaardbare normen. Vraag 3: Welke leverancierskwalificaties moet ik als merkeigenaar prioriteren?A: Los van de fabrieksomvang en productiecapaciteit, moet de focus liggen op ISO 9001-certificering voor kwaliteitsmanagementsystemen en BSCI-audit voor sociale nalevingDeze twee referenties bewijzen dat de fabriek voldoet aan internationale normen op het gebied van kwaliteitscontrole, arbeidsbescherming en milieuregelgeving. Vraag 4: Hoe lang duurt het normaal gesproken om OEM-monsters van leren handtassen te maken?A: De ontwikkeling van een proefexemplaar duurt 7 tot 14 werkdagen na goedkeuring van het ontwerp; aangepaste reliëfdruk of complexe structurele ontwerpen verlengen deze periode iets. Internationale verzending van proefexemplaren duurt 3 tot 5 werkdagen extra, en de exacte tijdlijn is afhankelijk van de complexiteit van de productaanpassing. Vraag 5: Bestaan er naast traditioneel dierenleer ook milieuvriendelijke, innovatieve alternatieven?A: Ja. Talrijke bekende merken nemen dit over. biobased leermaterialen Gemaakt van maïsvezel, kurk en ananasbladvezel. Deze duurzame materialen hebben een lagere CO2-voetafdruk, sluiten aan bij de trends in duurzaam consumeren op de Europese en Amerikaanse markt en bieden unieke, onderscheidende verkoopargumenten voor merken. Vraag 6: Hoe moet ik omgaan met een leren handtas die doorweekt is geraakt door regenwater?A: Dep oppervlakkig vocht direct af met een schone, witte katoenen doek in plaats van hard te wrijven, want dat duwt watervlekken diep in de leervezels. Hang de tas op of leg hem plat neer in een koele, geventileerde ruimte om volledig aan de lucht te drogen. Gebruik nooit een föhn of direct zonlicht om het droogproces te versnellen. Breng na het drogen een dunne laag leerverzorgingscrème aan om het leer te voeden. Vraag 7: Kunnen kleine krasjes op leren oppervlakken gerepareerd worden?A: Lichte krasjes kunnen worden vervaagd door zachtjes met de vingertoppen te masseren; wrijvingswarmte activeert de natuurlijke leerolie, waardoor oppervlakkige schaafplekken vervagen. Diepe krassen vereisen een professionele leerherstelcrème voor plaatselijke retouche. Vergeet niet om de reparatiepasta eerst op een onopvallende plek aan de onderkant van de tas te testen om de kleur te controleren voordat u de voorkant behandelt. Vraag 8: Lichtgekleurde leren tassen krijgen gemakkelijk vlekken. Hoe kan ik kleurafgifte voorkomen en verhelpen?A: Voorkomen is beter dan genezen. Vermijd langdurig contact tussen licht leer (wit, beige, roze) en donkere stoffen, met name denim, om wrijving en kleurafgifte te voorkomen. Gebruik dagelijks een speciale anti-afgiftespray. Als er toch kleurafgifte optreedt, veeg de vlekken dan direct met een leerreiniger en een zachte doek in zachte, cirkelvormige bewegingen af. Raadpleeg een professionele leerverzorgingswinkel als de vlekken niet volledig verwijderd kunnen worden. Vraag 9: Hoe vaak moeten consumenten leren handtassen onderhouden?A: De onderhoudsintervallen hangen af van de gebruiksfrequentie. Tassen voor dagelijks gebruik hebben elke 2 tot 3 maanden een volledige conditionerbehandeling nodig, terwijl tassen die slechts af en toe worden gebruikt, eens in de zes maanden onderhoud vereisen. Een eenvoudige vuistregel: als lichte vingerafdrukken niet binnen enkele seconden na het krassen verdwijnen, mist het leer natuurlijke oliën en heeft het direct een voedende behandeling nodig. Regelmatig onderhoud kan de zachte textuur en subtiele glans van het leer permanent behouden. VI. ConclusieHet kiezen van het juiste leer is een strategische zakelijke beslissing. Het duurste materiaal is niet altijd geschikt voor uw merk, en de goedkoopste optie biedt geen garantie voor concurrentievermogen. De kern van de selectie is het afstemmen van het leer op uw merkpositionering, doelgroepen en gebruiksscenario's van het product. Het kiezen van het juiste leer is slechts de helft van het succes van een merk. Het andere cruciale onderdeel is het begeleiden van klanten bij het beheersen van gestandaardiseerde leerverzorgingsmethoden. Zelfs premium leer wordt na jaren van verwaarlozing dof, droog en gebarsten, terwijl leer van lagere kwaliteit klanten tientallen jaren kan vergezellen met consistent en goed onderhoud. Daarom hebben we hierboven zo uitgebreid aandacht besteed aan systematische verzorgingsrichtlijnen – de reputatie van een merk wordt vaak opgebouwd door deze kleine, maar essentiële details in de klantbeleving. Met meer dan 30 jaar ervaring in de OEM-productie van handtassen biedt SYNBERRY complete lederoplossingen voor merkpartners. Dit omvat professionele materiaalselectie, de ontwikkeling van op maat gemaakte samples en stabiele massaproductie met een evenwichtige kosten- en kwaliteitscontrole. We ontwerpen ook exclusieve lederverzorgingskaarten, bedrukte hangtags en vereenvoudigde onderhoudsinstructies, afgestemd op elk tasmodel, zodat klanten direct bij aankoop de juiste beschermingsmethoden begrijpen. Heeft u afgeronde productconcepten of ontwerptekeningen? Stuur deze dan naar ons technische team. Wij verzorgen binnen 1 tot 2 werkdagen een gratis evaluatie van de leersoort en een kostenraming. Contact SYNBERRY Neem vandaag nog contact met ons op om uw project voor een leren handtas te bespreken. We helpen u bij het vinden van de ideale leersoorten en geven u betrouwbaar advies over het onderhoud van uw tassencollectie op de lange termijn. Auteur
BEKIJK MEER
Het ontwerpen van het rugpand van een rugzak verwijst naar een systematisch ontwerp- en ontwikkelingsproces dat zich richt op de structuur, materialen en het ventilatiesysteem van het rugpand. Het doel is om de optimale balans te bereiken tussen drie essentiële prestatiefactoren: ondersteuning, ergonomische pasvorm en ademend vermogen.Een rugzak kan gemaakt zijn van hoogwaardige stoffen, soepele ritsen hebben en er aantrekkelijk uitzien, maar als het rugpand warm, stijf aanvoelt of aan de rug plakt, zullen de meeste consumenten hem waarschijnlijk geen tweede keer gebruiken. In de praktijk is het rugpand het eerste onderdeel van de rugzak dat gebruikers echt ervaren. Het bepaalt of de rugzak licht of zwaar aanvoelt, ademend of zweterig, ondersteunend of juist oncomfortabel. Daarom worden sommige rugzakken geprezen om hun draagcomfort gedurende de hele dag, terwijl andere gebruikers na slechts 20 minuten dragen al last bezorgen van pijnlijke schouders en rug.Het creëren van een uitstekend rugpand is allesbehalve eenvoudig. Een rugpand dat ontworpen is voor stevige ondersteuning wordt vaak stijver en minder ademend. Prioriteit geven aan ventilatie kan daarentegen de structurele ondersteuning gemakkelijk in gevaar brengen, waardoor het rugpand kan vervormen of instorten bij langdurig gebruik met een hoge belasting. Alleen door herhaaldelijk de structurele configuraties, materiaalcombinaties en laagconstructie te verfijnen, kunnen fabrikanten een rugpand ontwikkelen dat een evenwichtige draagervaring biedt.Als OEM/ODM-fabrikant van rugzakken met meer dan 30 jaar productie-ervaring beschouwen we de engineering van het rugpand altijd als een van de meest cruciale aspecten van rugzakontwikkeling. Door onze oplossingen continu te verfijnen rond de drie kernfuncties – ondersteuning, ademend vermogen en ergonomische pasvorm – helpen we merken bij het creëren van rugzakken die bewezen comfort, betrouwbare prestaties en consistent positieve gebruikersfeedback bieden. InhoudsopgaveWat is een rugpaneel van een rugzak?De drie belangrijkste technische dimensies van backpanel engineeringSoorten rugpaneelconstructies van rugzakkenHoe kies je het juiste schuimmateriaal voor de rugpanelen van een rugzak?Hoe selecteer je materialen voor de contactlaag?Hoe luchtkanalen de prestaties van het achterpaneel verbeterenCasestudy: Typische systeemarchitecturen voor achterpanelenVan ontwerp tot massaproductie: essentiële kwaliteitscontrole voor achterpaneelsystemenDiensten die wij leveren aan OEM-klantenVeelgestelde vragen (FAQ) 1. Wat is een rugpaneel van een rugzak?Het rugpand van een rugzak is de structurele laag die tegen de rug van de gebruiker rust, tussen de drager en de inhoud van de rugzak. Het bepaalt hoe de belasting over de rug wordt verdeeld, hoe warmte wordt afgevoerd en hoe stabiel de rugzak blijft tijdens het bewegen.Als het rugpand slecht ontworpen is, kunnen gebruikers de scherpe randen van een laptop of de harde hoeken van boeken in hun rug voelen drukken. Warmte en zweet kunnen zich snel ophopen, waardoor de rug warm en oncomfortabel aanvoelt, terwijl de schouderbanden in de schouders kunnen gaan snijden, wat het draagcomfort vermindert. 2. De drie belangrijkste technische dimensies van backpanel engineering 2.1 Ondersteuning: Van geconcentreerde druk naar gelijkmatige lastverdelingDe menselijke rug is niet plat. De wervelkolom steekt uit, de schouderbladen wijzen naar buiten en de onderrug buigt naar binnen. Onder belasting kan elk stijf voorwerp in de rugzak – zoals de hoek van een laptop, de harde kaft van een boek of een powerbank – geconcentreerde drukpunten op de rug van de gebruiker veroorzaken.De belangrijkste technische taak van een rugpand van een rugzak is het omzetten van deze geconcentreerde drukpunten in een gelijkmatig verdeelde oppervlaktedruk door de elastische vervorming van de schuimlagen. Dit verbetert het draagcomfort aanzienlijk door de plaatselijke belasting van de rug te verminderen.Een belangrijk concept hierbij is de compressiecurve van het schuim. Een ideaal rugpaneel van schuim moet zacht blijven en zich comfortabel aanpassen aan de rug van de gebruiker bij lichte belasting, geleidelijk steviger worden om structurele ondersteuning te bieden bij gemiddelde belasting, en voldoende dikte behouden bij zware belasting zonder door te zakken.Om deze prestaties te bereiken is doorgaans een meerlaagse schuimconstructie nodig in plaats van slechts één dikke laag schuim. Een veelgebruikte technische aanpak is het combineren van een buitenste schuimlaag met lage dichtheid voor zachtheid en comfort met een binnenste schuimlaag met hoge dichtheid voor structurele ondersteuning. Hierdoor biedt het rugpand zowel demping als stabiliteit onder verschillende belastingomstandigheden. 2.2 Ergonomische pasvorm: het geheim van een stabiele rugzakHet tweede technische doel van een rugpand van een rugzak is het tegengaan van verdraaiing en achterwaartse trekkracht. Wanneer gebruikers lopen, draaien of trappen beklimmen, genereert de inertie van de inhoud van de rugzak beweging en verschuivende krachten. Als het rugpand te zacht is, heeft de rugzak de neiging om naar achteren en naar beneden te zakken, waardoor de schouderbanden extra spanning te verduren krijgen en uiteindelijk schoudervermoeidheid ontstaat.Een goed ontworpen rugpand moet voldoende stijfheid in het vlak bieden. Het moet in verticale richting zacht en dempend zijn om druk te absorberen, terwijl het in horizontale richting zijn vorm behoudt en vervorming tegengaat. Deze balans zorgt ervoor dat de rugzak stabiel op de rug van de gebruiker blijft, waardoor ongewenste bewegingen worden geminimaliseerd en het draagcomfort wordt verbeterd. 2.3 Ademend vermogen: Luchtstroom is meer dan alleen het maken van een paar groevenDe rug is een van de belangrijkste plekken in het lichaam voor warmteafvoer. Wanneer het rugpand van een rugzak volledig tegen de rug van de gebruiker aanligt, ontstaat er een microklimaat Op het contactoppervlak – waar de temperatuur stijgt, de luchtvochtigheid verzadigd raakt en de luchtcirculatie stopt – is het eigenlijke doel van een luchtstroomkanaal niet alleen om het achterpaneel er hightech uit te laten zien, maar om een continue luchtstroom te creëren.Luchtstroomkanalen hebben echter een contra-intuïtieve eigenschap: Diepte is belangrijker dan breedte. Ondiepe kanalen (2-3 mm) worden onder belasting bijna volledig samengedrukt, waardoor ze hun ventilatiefunctie verliezen. Diepere kanalen (5-8 mm), in combinatie met verhoogde ribben, kunnen daarentegen zelfs onder zware belasting open blijven en een effectieve luchtstroom behouden.Dit verklaart waarom veel rugzakken die ogenschijnlijk ventilatiekanalen hebben, toch warm en klammig aanvoelen tijdens gebruik: de luchtkanalen zijn vanuit technisch oogpunt gebrekkig.Hoe kunnen deze drie technische doelstellingen – ondersteuning, ergonomische pasvorm en ademend vermogen – in één enkel rugpand worden bereikt?In de volgende paragrafen zullen we de kernelementen van de constructie van een rugpaneel voor rugzakken één voor één bespreken, van structurele ontwerpen en materiaalkeuze tot de constructie van luchtkanalen, zodat u de technische details achter de bouw van een hoogwaardig rugpaneel voor uw rugzak beter begrijpt. 3. Soorten rugpaneelconstructies van rugzakkenOp basis van de drie hierboven besproken technische dimensies kunnen rugzakrugzakken die op de markt verkrijgbaar zijn, over het algemeen worden onderverdeeld in vier structurele archetypen:StructuurtypeKernkenmerkenDrukbeheersingWarmte- en vochtbeheerDynamische stabiliteitTypische toepassingenPlatte, gewatteerde rugplaatEnkellaags schuim met stoffen voeringBasisArmZwakLichtgewicht rugzakken, kinderrugzakkenAchterpaneel van gegroefd schuimGegoten of uitgesneden ventilatiekanalenGoedGematigdGematigdRugzakken voor dagelijks woon-werkverkeer, schooltassenAchterpaneel met zoneondersteuningSchuim met meerdere dichtheden en zoneondersteuning.UitstekendGoedGoedReisrugzakken, laptoprugzakkenAchterpaneel van het ophangframeGespannen gaas met een stijf frameGoedUitstekendUitstekendOutdoor rugzakken, wandelrugzakkenAanbevelingen voor de productkeuze: Duurder betekent niet altijd beter – de juiste keuze hangt af van het beoogde gebruik.Lichtgewicht rugzakken en kinderrugzakken dragen over het algemeen relatief lichte lasten, dus een plat gevoerd rugpaneel is voldoende om aan de prestatie-eisen te voldoen. Dit ontwerp helpt ook de productiekosten te beheersen door onnodige structurele componenten te vermijden die extra gewicht aan de rugzak zouden toevoegen.Rugzakken voor dagelijks woon-werkverkeer en schooltassen Een evenwichtige combinatie van ondersteuning en ademend vermogen is vereist. gegroefd schuim achterpaneel Het biedt de beste balans tussen prestatie en kosten, waardoor het de meest kosteneffectieve oplossing is voor deze toepassingen.Rugzakken voor laptops voor op reis zijn vaak ontworpen om één of twee laptops en andere dagelijkse benodigdheden te vervoeren, wat resulteert in een hogere totale belasting. zoneondersteuning achterpaneel Dankzij het schuim met meerdere dichtheden past het zich beter aan de natuurlijke contouren van de rug van de gebruiker aan, verdeelt het de druk gelijkmatiger en verbetert het het draagcomfort bij zwaardere lasten.Rugzakken voor buitenactiviteiten zijn doorgaans bedoeld voor het dragen van zware lasten over lange afstanden en kunnen vaak een gewicht dragen dat hoger is dan... 10 kg (22 lbs)Deze rugzakken vereisen de hoogste mate van ademend vermogen en dynamische stabiliteit. Alleen een achterpaneel van het hangende frame Het systeem kan onder zware belasting een open ventilatiekanaal behouden, terwijl het tegelijkertijd een stijf intern frame gebruikt om het gewicht efficiënt naar de heupen en taille over te brengen, waardoor de belasting op de schouders en rug aanzienlijk wordt verminderd. 4. Het kiezen van schuimmaterialen voor de rugpanelen van rugzakkenBij de engineering van achterpanelen, Bij materiaalkeuze gaat het niet om het kiezen van één enkel materiaal, maar om het ontwerpen van een meerlaags systeem waarin verschillende materialen samenwerken om de gewenste prestaties te bereiken. De volgende materialen worden voornamelijk gebruikt in moderne achterpaneelsystemen. en hun respectievelijke technische rollen. 4.1 EVA (Ethyleen-vinylacetaat)FunctieStructurele ondersteuningslaagKenmerken: Gesloten celstructuur, waterbestendig, thermovormbaar, uitstekende vormvastheid en snelle terugvering.Kernparameters: Dichtheid (35–60 kg/m³); Hardheid (Asker C 25–65)Technische overwegingenWanneer de dichtheid onder de 30 kg/m³ komt, is de kans groter dat het materiaal na langdurig gebruik overmatige, permanente compressievervorming vertoont. Omgekeerd maken dichtheden boven de 60 kg/m³ het schuim te stijf, waardoor de dempende werking aanzienlijk afneemt. 4.2 PU-schuim (polyurethaanschuim)Functie: Comfortabele dempende laagKenmerkenOpen celstructuur, zacht en veerkrachtig, met een hoogwaardig tactiel gevoel.Potentieel risicoLaagwaardig PU-schuim heeft een hoge compressiebestendigheid, wat betekent dat het gevoelig is voor permanente vervorming en na slechts 2-3 maanden regelmatig gebruik merkbaar kan inzakken.Technische overwegingenPU-schuim moet worden gecombineerd met een structurele EVA-ondersteuningslaag om de optimale balans te bereiken tussen draagvermogen en langdurig draagcomfort. 4.3 NeopreenFunctie: Premium comfortlaag / schokabsorberende laagKenmerkenGesloten celstructuur, waterbestendig, zacht en zeer veerkrachtig met uitstekende terugveringseigenschappen.BeperkingenHet materiaal houdt van nature warmte vast, waardoor het bij gebruik als vlak contactoppervlak slecht ademend is.Technische overwegingenNeopreen moet altijd gecombineerd worden met ventilatiekanalen en ademend mesh. Het is het meest geschikt als comfortabele contactlaag, in plaats van als structurele ondersteuningslaag. 5. Het selecteren van materialen voor de contactlaagDe schuimlagen en luchtkanalen lossen de problemen van ondersteuning en ventilatie op. De directe interface tussen het rugpand van de rugzak en de huid van de gebruiker – de contactlaag—dit bepaalt of zweet snel kan worden afgevoerd, of de wrijving comfortabel blijft en of het materiaal na langdurig gebruik gaat pluizen of vervormen.Het kiezen van de verkeerde contactlaag kan alle technische inspanningen die in de voorgaande fasen zijn geïnvesteerd, tenietdoen.MateriaalsoortKernkenmerkenAanbevolen gewicht/dikteGeschikte toepassingen3D-afstandsgaas (sandwichgaasstof)Twee lagen meshstof verbonden door verticale monofilamentstructuren, die zorgen voor vochttransport, zweetregulatie, schokabsorptie en ademend vermogen.250–700 g/m², dikte: 2–8 mmDe universele favoriet, die meer dan 90% van de rugzakcategorieën dekt.Vogelogenstof / Kettinggebreid gaasLichtgewicht, ademend en kosteneffectief.120–180 g/m²Lichtgewicht, casual rugzakken en tassen, ontworpen voor kortstondig gebruik in de zomer.Hetzelfde materiaal als de rest van de rugzak.Zorgt voor een consistente visuele stijl en behoudt de merkidentiteit.Gebaseerd op de specificaties van het materiaal van de rugzak.Modebewuste rugzakken en ontwerpen die de nadruk leggen op een algehele esthetische integratie. Praktische aanbevelingen:Voor functionele rugzakken is 3D-spacer mesh de beste keuze. (met een gewicht van ≥350 g/m²Meshmaterialen binnen dit gewichtsbereik kunnen voldoende driedimensionale ruimte behouden en voorkomen dat het rugpaneel onder belasting direct tegen de rug van de gebruiker inklapt. Dit zorgt ervoor dat vochtregulatie en demping voldoen aan de eisen voor langdurig dagelijks gebruik.Voor lichtgewicht, casual rugzakkenVogelogenstof is een geschikte keuze. Het biedt voldoende ademend vermogen en helpt tegelijkertijd de productiekosten en het totale gewicht van de rugzak te beperken.Voor modieuze rugzakken die een consistente, overkoepelende ontwerpstijl benadrukken.Het hoofdgedeelte van het kledingstuk kan direct als contactlaag worden gebruikt. In dat geval is het aan te raden stoffen met een ademende weefstructuur te kiezen om de gebruikerservaring niet te veel te belemmeren. 6. Hoe luchtkanalen de prestaties van het achterpaneel verbeteren 6.1 Wat zijn ventilatiekanalen in het rugpand van een rugzak?Ventilatiekanalen zijn geen decoratieve groeven. Het zijn zorgvuldig ontworpen luchtstroomkanalen die bedoeld zijn om zweetvorming te verminderen, de huidtemperatuur te verlagen en de luchtcirculatie te behouden, zelfs wanneer de rugzak een zware last draagt.Er zijn twee soorten luchtstroommechanismen:Passieve luchtstroom: Opgewekt door loopbewegingen en natuurlijke warmteoverdracht via het lichaam.Drukontlastende luchtstroomWanneer de belasting verandert, wordt perslucht door de kanalen naar buiten geperst en stroomt het systeem weer binnen wanneer de druk wordt verlaagd. 6.2 Basisstructuren van luchtstroomkanalenKanaaltypeBeschrijvingPrestatieniveauVerticale groevenRechte verticale luchtstroomkanalenGoedHorizontale groevenLaterale luchtstroomkanalenGematigdKanaal voor rugverlichtingCentrale opening ontworpen om de druk op de wervelkolom te verlichten.Erg goedRibstructuur met meerdere zonesVerhoogde schuimribben in combinatie met open ventilatiegroeven.UitstekendVoor de meeste commerciële OEM-projecten geldt dat een Ruggengraatontlastingskanaal gecombineerd met zijdelingse luchtstroomkanalen Kan sterke prestaties leveren zonder buitensporig hoge productiekosten te veroorzaken. 6.3 Het "kritieke punt" van de diepte van het luchtkanaalLuchtkanalen zijn niet alleen beter als ze dieper zijn. Ze moeten een bepaalde kritische diepte overschrijden om hun ventilatiefunctie onder belasting te behouden. Gebaseerd op gegevens uit belastingstests:BelastingsbereikMinimale effectieve luchtkanaaldiepteAanbevolen luchtkanaaldiepte3–5 kg3 mm4–5 mm5–8 kg4 mm5–6 mm8–12 kg5 mm6–8 mm12 kg+6 mm8–12 mm 7. Casestudy: Gelaagde architectuur van een rugpaneelsysteem voor een rugzakEen rugpand van een rugzak is niet "één enkel stuk materiaal", maar een meerlaags systeem waarbij verschillende componenten samenwerken. Hieronder ziet u een typische gelaagde structuur van een reisrugzak:Laag 1 (Huidcontactlaag):3D-afstandsgaas, 5 mm dikte, 450 g/m²↓ Functie:Vochttransport, verminderde wrijving van de huid en het openhouden van luchtkanalen.Laag 2 (Comfortlaag):3 mm PU-schuim, dichtheid: 30 kg/m³↓ Functie:Biedt een zacht, tactiel gevoel en verdeelt de druk plaatselijk.Laag 3 (Laag met luchtstroomstructuur):8 mm EVA, dichtheid: 45 kg/m³, met voorgevormde verhoogde ribben en ventilatiekanalen.↓ Functie:Het creëert luchtstroomkanalen en biedt de primaire structurele ondersteuning.Laag 4 (Basislaag achterpaneel):Voeringstof of composietmateriaal↓ Functie:Beschermt de schuimlagen en zorgt door middel van stikwerk voor een stabiele verbinding met de rest van de rugzak.Ervaringen delen in de maakindustrie:Het stapelen van meerdere lagen is niet zomaar een kwestie van verschillende materialen achter elkaar aan elkaar lijmen. Het lamineerproces tussen elke laag heeft direct invloed op het uiteindelijke draagcomfort.Bij rugpanelen met ondersteuning in zones met verschillende dichtheden, moeten de positionering en uitlijning van de schuimcomponenten met verschillende dichtheden vooraf zorgvuldig worden gecontroleerd. Dit helpt verschuiving en vervorming na het vormen te voorkomen en zorgt ervoor dat elke ondersteuningszone nauwkeurig aansluit op de verschillende drukverdelingsgebieden van de menselijke rug. 8. Van ontwerp tot massaproductie: essentiële kwaliteitscontrole voor achterpaneelsystemen 8.1 Fase van goedkeuring van pre-productiemonstersTesten van de schuimdichtheid:Controleer of de hardheid en dikte van het schuim binnen ±5% van de gespecificeerde streefwaarden liggen om te garanderen dat aan de ontwerpvereisten wordt voldaan.Dieptemeting van het luchtkanaal:Test de diepte van de luchtkanalen in onbelaste toestand om de consistentie van het vormproces te controleren. Voer vervolgens een belastingstest uit om de effectieve werkdiepte onder druk te meten en ervoor te zorgen dat de kanalen de vereiste minimale effectieve diepte behouden volgens de prestatienormen.Algemene draagtest:Tijdens de testfase, waarin de proefmodellen worden goedgekeurd, moeten rugzakken worden getest door gebruikers met verschillende lichaamsvormen en realistische ladingen. Het doel is om dagelijkse gebruiksscenario's te simuleren en potentiële problemen te identificeren, zoals plaatselijke drukpunten, geconcentreerd ongemak of een onvoldoende pasvorm.Indien er problemen met het comfort of de prestaties worden geconstateerd, dienen de schuimdichtheid of het structurele ontwerp onmiddellijk te worden aangepast. Pas nadat het goedgekeurde prototype volledig aan de ontwerpvereisten voldoet, mag het product in massaproductie worden genomen. 8.2 MassaproductiefaseTijdens de massaproductie moeten alle parameters die tijdens de fase van goedkeuring van de preproductiemonsters zijn vastgesteld, strikt worden nageleefd, en moeten er batchinspecties worden uitgevoerd om een constante kwaliteit te garanderen.Eerst volgt de inspectie van de binnenkomende materialen.Voor elke partij binnenkomende schuimmaterialen moeten de hardheid en dikte worden gecontroleerd om consistentie te garanderen. Dit voorkomt kwaliteitsverschillen in massaproductie die worden veroorzaakt door verschillen tussen materiaalpartijen. Ook de materialen van de contactlaag moeten steekproefsgewijs worden bemonsterd voor gewichts- en diktecontrole om te bevestigen dat ze aan de vereiste specificaties voldoen.Ten tweede is er de inspectie tijdens het spuitgietproces.Fabrikanten zijn verplicht om tijdens het gehele productieproces inspecties uit te voeren om ervoor te zorgen dat elke productiestap voldoet aan de vastgestelde proceseisen.Tot slot vindt de eindinspectie en bemonstering van het eindproduct plaats.Volgens de AQL 1.5/4.0-norm worden willekeurig monsters genomen uit afgewerkte, genaaide rugzakken voor een inspectie op uiterlijk en functionaliteit, waaronder:Algehele vlakheid van het achterpaneelConsistentie van de diepte van het luchtstroomkanaalDe hechtsterkte tussen de verschillende lagen, inclusief eventuele problemen zoals delaminatie, loslaten van de lijm of verschuiving van de lagen.Daarnaast moeten er draagkrachtproeven worden uitgevoerd op geselecteerde monsters om te bevestigen dat het achterpaneel geen significante vervorming, verlies van draagvermogen of andere structurele gebreken vertoont onder langdurige belasting. Dit helpt voorkomen dat defecte producten op de markt komen. 8.3 Aanbevolen parameterchecklist voor OEM-bestellingenParametercategorieSpecifieke itemsSpecificaties voor schuimMateriaalsoort, dikte, dichtheid, hardheid, kleurSpecificaties van het luchtkanaalLay-outpatroon, diepte, breedte, afstand tussen verhoogde ribben, vormmethodeSpecificaties van het gaasDikte, gewicht (GSM), vezelsamenstelling, kleur, en of er een anti-pillingbehandeling is toegepast.LaminatieprocesVerlijmingsmethode, type lijm 9. Diensten die wij leveren aan OEM-klantenSYNBERRY is gespecialiseerd in systematisch onderzoek en ontwikkeling van rugpanelen voor rugzakken. Dankzij meer dan 30 jaar technische ervaring in de rugzakproductie bieden we uitgebreide technische ondersteuning gedurende het gehele ontwikkelingsproces aan merkklanten met verschillende positionerings- en toepassingsscenario's.Ontwikkeling met lage minimale bestelhoeveelheid (normaal gesproken vanaf 300-500 stuks, afhankelijk van de complexiteit van het rugzakontwerp)Gratis adviesgesprek over constructief ontwerpAangepaste selectie van schuimdichtheidVormgeving van luchtkanalenSnelle steekproeven (doorgaans 7-15 dagen)Vergelijkingsmonsters met verschillende comfortniveausConsistentiecontrole bij massaproductieMocht u specifieke wensen hebben met betrekking tot het achterpaneel van uw rugzak, neem dan gerust contact met ons op. neem contact met ons op U kunt op elk gewenst moment contact met ons opnemen om de specifieke details van uw project te bespreken. Veelgestelde vragenVraag 1: Biedt dikker schuim in de rugleuning altijd meer comfort?A: Niet per se. Te dik schuim kan het gewicht en de omvang van de rugzak vergroten, en als de schuimdichtheid niet goed is afgestemd, kan dikker schuim juist sneller inzakken. De sleutel zit hem in het gecoördineerde ontwerp van schuimdikte, dichtheid en luchtkanalen. Vraag 2: Waarom voelt het testexemplaar comfortabel aan tijdens het dragen, terwijl de in massa geproduceerde rugzakken te stijf aanvoelen?A: De meest voorkomende oorzaken zijn variaties in de hardheid van het schuim of inconsistenties in het lamineerproces. Het is belangrijk ervoor te zorgen dat de hardheid van het schuim binnen het gespecificeerde tolerantiebereik blijft en om compressietesten uit te voeren tijdens de goedkeuringsfase van het preproductiemonster. Vraag 3: Zijn rugpanelen van neopreen geschikt voor gebruik in de zomer?A: Puur platte neopreen rugpanelen zijn niet ideaal voor gebruik in de zomer, omdat neopreen van nature warmte vasthoudt. Echter, in combinatie met een EVA-ondersteuningslaag, ademende luchtkanalen en 3D-mesh, kunnen neopreen rugpanelen nog steeds een comfortabele draagervaring bieden tijdens zomerse omstandigheden. Vraag 4: Hoe diep moeten de luchtkanalen zijn om effectief te werken?A: Voor rugzakken voor dagelijks woon-werkverkeer (5-8 kg draagvermogen) wordt een dikte van 5-6 mm aanbevolen. Voor reisrugzakken (8-12 kg draagvermogen) wordt 6-8 mm aanbevolen. Voor outdoorrugzakken (12 kg+ draagvermogen) wordt 8-12 mm aanbevolen.De belangrijkste eis is dat na de belastingstest de resterende effectieve diepte van het luchtstroomkanaal niet minder mag zijn dan 70% van de oorspronkelijke diepte. Vraag 5: Hoe moet de GSM-waarde van een 3D-mesh worden gekozen?A:Schoolrugzakken: 250–350 g/m²Reisrugzakken: 350–500 g/m²Rugzakken voor buitenactiviteiten/sport: 500–700 g/m²Een gaasachtig materiaal met onvoldoende gewicht kan na verloop van tijd uitrekken en vervormen, waardoor de luchtkanalen bij langdurig gebruik hun effectiviteit verliezen. Vraag 6: In hoeverre heeft het ontwerp van het rugpand invloed op de totale kosten van een rugzak?A: Het heeft wel degelijk invloed op de kosten. Door de diepte van de luchtkanalen en het structurele ontwerp te optimaliseren in plaats van simpelweg de materiaaldikte te vergroten, kunnen fabrikanten echter aanzienlijke verbeteringen in het draagcomfort realiseren, terwijl de kosten beheersbaar blijven. Auteur
BEKIJK MEERLees verder, blijf op de hoogte, abonneer u en wij heten u van harte welkom om ons te vertellen wat u ervan vindt.




auteursrechten
@2024 Synberry Bag & Package Products Co.,Ltd Alle rechten voorbehouden
.
 NETWERK ONDERSTEUND
NETWERK ONDERSTEUND
Sitemap / bloggen / Xml / Privacybeleid























